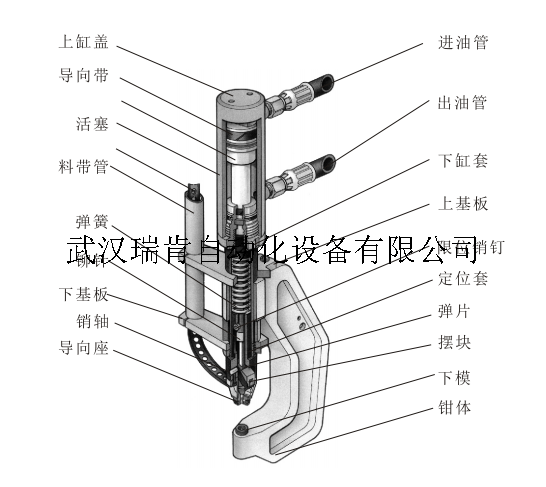
設備介紹:
自沖鉚接(自刺穿鉚接,Self-piercing riveting)技術最早是從1995年開始研究的。主要目的是為了要提高汽車的經濟性,使車身輕量化,而車身輕量化很重要的措施是引入新材質,如,鍍層薄鋼板、鋁、強化塑料、復合材料等等;而這些新材質的連接使用“點焊”就無能為力了。自沖鉚接技術具 有可以連接不同材質,高耐疲勞性,良好的密封效果和防滲透功能,易于實現機械化,能耗小,使用場地小,無污染等優點。
技術原理及流程:壓邊圈首先向下運動對鉚接材料進行預壓緊,以防止材料在鉚釘的作用力下向凹模內流動,而后沖頭向下運動推動鉚釘向下刺穿上層材料。在凹模與沖頭的共同作用下鉚釘尾部在下層金屬中張開形成喇叭口形狀以便鎖止,達到連接目的。鉚接兩層相同金屬材料時,較厚的放在下層;鉚接兩層不同金屬材料時,將塑性好的材料放在下層;鉚接金屬與非金屬材料時,將金屬材料放在下層。自沖鉚接廣泛應用于母線槽,光伏支架,電梯門框,鋁合金車身鉚接,汽車天窗等行業。
自沖鉚接原理圖:

自沖鉚接優勢:
※ 無需預先打孔,無廢料,無鐵屑產生
※ 自沖鉚鉚接允許帶有非金屬夾層的材料進行鉚接;
※ 自沖鉚鉚接點沒有熱應力集中,不會破壞材料表面鍍層
※ 自沖鉚鉚接點的動態疲勞強度高,遠遠優于點焊等傳統薄板連接工藝;
※ 自沖鉚鉚接點是利用特定模具沖壓成型,鉚接質量穩定
※ 通過檢測鉚接點外形幾何尺寸可以簡便地進行鉚接質量判定,還可以實現無損傷檢測;
※ 自沖鉚鉚接設備可以集成多點鉚接于一個沖程內完成,極大地提高工作效率
※ 自沖鉚鉚接設備能耗較低,沒有煙塵排放,沒有噪音污染
※ 在設備的一個沖程內完成鉚接!工序簡單,節省人工成本
※ 不損傷連接點出工作的鍍層或涂層,無須后序噴漆、電鍍
※ 連接的靜態連接強度為點焊的70%,動態疲勞連接強度遠遠高于點焊
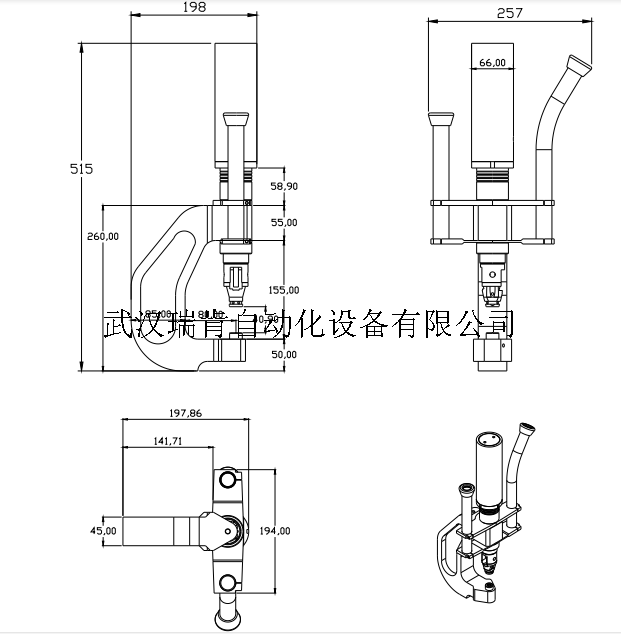
設備參數:
※ **壓力 50Kn
※ 工作壓力 31.5Mpa
※ 鉚接頻率 15-25次/分
※ 額定流量 18升/分
※ 喉深 80mm
※ 開口尺寸 30mm **60mm
※ 功率 4Kw
※ 鉗體重量 20Kg
※ 機器重量 180Kg
※ 油箱容量 100升
※ 控制方式 手柄
※ 平衡器 有
鉚接視頻:
鉚接案例:

自沖鉚接反面 自沖鉚接正面


自沖鉚接機技術介紹及應用?
如何選擇一臺優質的自沖鉚接機